I. EINLEITUNG
Die Entwicklung umweltfreundlicher Elektrofahrzeuge mit hohem Wirkungsgrad, Energieeinsparung, geringer Geräuschentwicklung und Nullemission ist zu einem unvermeidlichen Trend in der Entwicklung der Automobilindustrie im In- und Ausland geworden. Alle Länder der Welt haben sich Ziele für die Entwicklung von Elektrofahrzeugen gesetzt. China wird im Jahr 2020 5 Millionen Elektrofahrzeuge produzieren und verkaufen. Der Verkaufsanteil von Elektrofahrzeugen wird 2020 7–10 % erreichen, im Jahr 2025 15–20 % und im Jahr 2030 mehr als 50 %.
Der Netzschalter kann das Batteriemanagementsystem automatisch steuern, schalten und mit Strom versorgen, um den normalen Betrieb des Batteriemanagementsystems während des Betriebs und des Ladens des
Elektrofahrzeugs sicherzustellen . Die Netzspannung beträgt etwa 40–60 V Gleichstrom. Bei Elektrofahrzeugen entstehen durch häufiges Anfahren, Beschleunigen und Abbremsen große Stromstärken. Deshalb muss der Netzschalter von Elektrofahrzeugen einem Strombereich von einigen Ampere bis über 1000 Ampere standhalten. Allgemeine elektrische Lebensdauer: Bei einem Strom von 2–10 A sind über 100.000 Lebenszyklen erforderlich, bei 300 A sind mehrere Hundert erforderlich. Abschaltleistungstest: Bei 1.000–2.000 A muss der Strom mehrere Dutzend Lebenszyklen lang abgeschaltet werden, bevor der Schalter normal abschaltet. Das in Leistungsschaltern verwendete Kontaktmaterial weist nicht nur eine gute elektrische Leitfähigkeit auf, sondern auch eine gute Verschleißfestigkeit, eine bessere Schweißbeständigkeit, geringe Härte, einen kleinen Lichtbogen usw. In diesem Dokument werden die in Leistungsschaltern von Elektrofahrzeugen verwendeten Kontaktmaterialien vorgestellt.
In Leistungsschaltern von Elektrofahrzeugen wird AgMeO-Material aufgrund seiner guten elektrischen Leitfähigkeit, geringen Oxidationsneigung und Materialstabilität verwendet. Laut Marktfeedback weisen gängige AgMeO-Materialien die folgenden Vor- und Nachteile auf:
A. AgSnO₂-Material
AgSnO₂-Material weist eine gute Schweißbeständigkeit und Verschleißfestigkeit auf und neigt kaum zur Bildung von Lichtbogenlöchern unter Lichtbogeneinwirkung. Daher wird es häufig in Relaisfunktionsmanagementsystemen von Kraftfahrzeugen verwendet, beispielsweise in Lenklichtern und Autositzen. In Schaltern für Elektrofahrzeuge weist das marktübliche AgSnO₂-Material 1 eine gute elektrische Leistung bei Stromstärken unter 500 A auf, schweißt jedoch bei Stromstärken nahe 1000 A leicht. Die meisten Hersteller
von Kontaktmaterialien verbessern ihre Leistung durch Erhöhung des Oxidgehalts, was zu einem höheren Bahnwiderstand, hoher Temperatur und hoher Härte führt und sogar die Geräuschanforderungen von Kraftfahrzeugen beeinträchtigt. Schweißen tritt jedoch immer noch bei 1000 A auf.
B. AgZnO-Material
Die thermische Stabilität von ZnO ist höher als die von CdO und sein Schmelzpunkt liegt bei 1795 °C. Es wird allgemein angenommen, dass AgZnO-Material eine ausgezeichnete Beständigkeit gegen Schweißen und Lichtbogenkorrosion sowie einen niedrigen und stabilen Widerstand aufweist. 3. Das Material kann die Anforderungen von 1000 A für etwa 60 Zyklen im Schalter von Elektrofahrzeugen erfüllen und die Lichtbogenzeit ist offensichtlich kürzer als die von AgSnO₂-Material, aber das Schweißen tritt bei etwa 300 A auf. Kontakthersteller versuchen, die Unterbrechungsleistung zu verbessern, indem sie spröde Materialien hinzufügen, um die Festigkeit der Schnittstelle zu verringern. Der Effekt ist nicht signifikant und die Lichtbogenzeit steigt stark an.
C. AgCuO-Material
Kupferoxid hat eine hohe Stabilität, eine gute Bindung mit der Silbermatrixschnittstelle, das Material hat eine gute Schweißbeständigkeit und kann die Anforderungen von 1000 A oder mehr erfüllen. Aufgrund der Zersetzung von CuO unter der Einwirkung des Lichtbogens entsteht jedoch die schwache Leitfähigkeit von Cu2O. Auf der Kontaktoberfläche bildet sich leicht ein Oxidfilm, der den Filmwiderstand erhöht und das Risiko von Temperaturanstieg oder Nichtleitung birgt.
Vor diesem Hintergrund bergen die auf dem Markt erhältlichen Kontaktmaterialien bei der Verwendung von Leistungsschaltern für Elektrofahrzeuge potenzielle Qualitätsrisiken. Kontakthersteller forschen kontinuierlich, um die hohen Anforderungen an Zuverlässigkeit und Qualität von Leistungsschaltern für Elektrofahrzeuge zu erfüllen. In diesem Artikel wird ein Silberzinnoxid-Material vorgestellt, das die Marktnachfrage erfüllt.
II. AgSnO₂-KONTAKTMATERIAL FÜR LEISTUNGSSCHALTER
In diesem Dokument wird hauptsächlich ein gängiges Kontaktmaterial für Niedergeschwindigkeits-Stromversorgungsschaltanlagen vorgestellt. Die Spannung beträgt 50–60 V. Der Mindestbetriebsstrom beträgt 2 A. Die anderen Stromklassen betragen etwa 20 A, 100 A, 200 A, 300 A. Der Abschaltlebensstrom beträgt 1000–2000 A.
A. Einführung in Materialvorbereitung und physikalische Eigenschaften
Materialzusammensetzung: Der Ag-Gehalt beträgt etwa 88 Gew.-%, der Rest ist MeO. Das MeO besteht hauptsächlich aus Zinnoxid und Indiumoxid als Verstärkungsphasen.
Materialvorbereitung: Ag-, Sn- und In-Zusätze wurden zuerst legiert, um
ein Silberlegierungsmaterial zu bilden , dann wurde die Legierung zu AgSnO₂ oxidiert, durch Pressen und Extrudieren wurde das Silberzinnoxidmaterial mit gleichmäßiger Verteilung und hoher Dichte erhalten. Durch Dotierung werden Sauerstoffleerstellen erzeugt, um die Trägerkonzentration zu erhöhen und die Leitfähigkeit der Materialien zu verbessern. Die Oxidpartikel werden durch schrittweise Oxidation vergröbert und die gleichmäßige Verteilungsstruktur wird übernommen, um die Lebensdauerstabilität des Materials sicherzustellen.
B. Mechanische Eigenschaften der Materialien
Der Gehalt an Silber- und Indiumoxid im verbesserten Material ist derselbe wie im Originalmaterial. Die physikalischen Eigenschaften und die metallografische Struktur des verbesserten Materials werden in Tabelle I und Abb. 1 mit denen des Originalmaterials verglichen.
TABELLE I VERGLEICH DER PHYSIKALISCHEN UND MECHANISCHEN EIGENSCHAFTEN
| Name |
Dichte g/cm³ |
Spezifischer Widerstand μΩ·cm |
Dehnung % |
Härte HV0,3 |
| Das verbesserte Material |
≥9,78 |
2.20-2.30 |
≥20 |
85-95 |
| Das Originalmaterial |
≥9,80 |
2,45-2,60 |
≥18 |
110-120 |
Im Vergleich zu den physikalischen Eigenschaften weist das verbesserte Material eine geringe Beständigkeit und Härte auf.
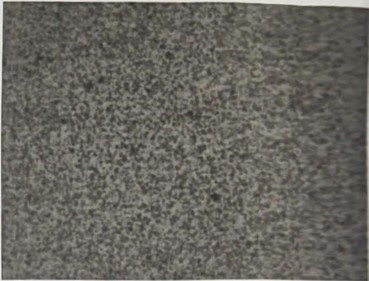
Im Vergleich zur metallografischen Struktur in Abb. 1 sind die oxidierten Partikel des verbesserten Materials dicker als die des Originalmaterials.
Das verbesserte Material 1000X
Das Originalmaterial 1000X
Abb. 1 Mikrostruktur
C. Analoge elektrische Leistung Es wurden
Nietkontakte hergestellt. Die Spezifikationen lauten wie folgt:
R 3X0,5(0,3)+1,5X1,5, F 3X0,5(0,3)+1,75X1, R
6X1,85(0,6)+3X1,7 und F6X1,9(0,6)+3X3,5.
a) Simulierter Test der elektrischen Lebensdauer von 20 A
Testbedingung:
Spezifikationen: R 3X0,5(0,3)+1,5X1,5 und F3X
0,5(0,3)+1,75X1
Last: 40 V 20 A DC
Widerstandsdruck: 30 g Abstand: 1,5 mm
Frequenz: 1 s an 1 s aus
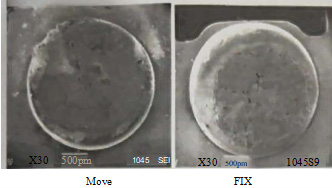
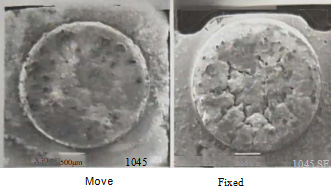
Die Oberflächenstrukturen des Kontakts wurden durch SEM ermittelt. Auf der Oberfläche des Originalmaterials befinden sich viele schwerwiegende Risse.
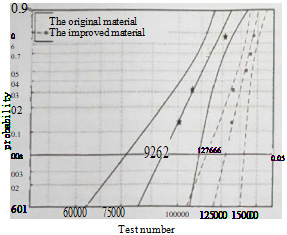
Wie in Abbildung 3 dargestellt, wurde die elektrische Lebensdauer des verbesserten Materials deutlich verbessert: 95 % des verbesserten Materials betragen 163.668 Zyklen, 92.397 Zyklen des Originalmaterials.
Bei niedrigem Strom ist die Schweißkraft des verbesserten Materials etwas besser als die des Originalmaterials.
■ Oberflächenmorphologie
Das verbesserte Material nach 170.000 Lebenszyklen
Das Originalmaterial nach 130.000 Lebenszyklen
Abb. 2 Oberflächenmorphologie nach Lebensdauertest
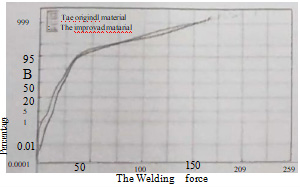
■ Elektrische Lebensdauer und Schweißkraft
Weibull-Verteilung von AgSnO₂ und allgemeine
Oxidationsprozess Leben in diesem Projekt
(das Konfidenzintervall beträgt 95 %)
Abb. 3 Weibull-Kurve der elektrischen Lebensdauer
Weibull-Verteilung von AgSnO₂ und allgemeine
Oxidationsprozess Leben in diesem Projekt
(das Konfidenzintervall beträgt 95 %)
Abb. 4 Weibull-Kurve der Schweißkraft
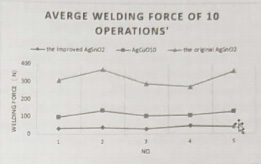
b) Schweißkraftsimulationstest mit 2000 A Hochstrom.
Testmaterialien: AgCuO10, verbessertes AgSnO₂ und Original-AgSnO₂.
Verwendung kapazitiver Entladung, 2000 A, Impulsbreite ca. 10 ms.
Jedes Material wurde in fünf Gruppen getestet, 10 Schließ-/Öffnungsvorgänge für jede Gruppe, und die Schweißkraft jedes Vorgangs wurde beim Öffnen des Kontakts durch einen Sensor gemessen.
Abb. 5 Durchschnittliche Schweißkraft bei 2000 A
Bei einem hohen Strom von etwa 2000 A ist der Materialverbesserungseffekt gut und die Schweißkraft ist geringer als die des AgCuO10-Materials.
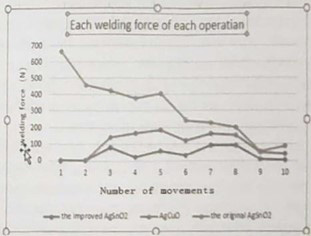
Abb. 6: Jede Schweißkraft bei 2000 A
Bei den ersten 10 Arbeitsgängen desselben Kontaktpunktkontakts nimmt die Schweißkraft mit zunehmender Anzahl der Arbeitsgänge ab.
III. ERGEBNISSE UND ANALYSE
1) Niedriger Materialwiderstand verringert den Materialkontaktwiderstand und verbessert den Temperaturanstieg des Leistungsschalters in Elektrofahrzeugen.
2) Grobe Oxidpartikel, die durch einen Gradienten-Hochtemperaturoxidationsprozess gewonnen werden, verbessern nicht nur die Schweißfestigkeit der Materialien, sondern verringern auch ihre Härte und gewährleisten die Geräuschanforderungen für Fahrzeuge mit neuer Energie.
3) Die elektrischen Leistungsdaten des 40-V-20-A-Gleichstrom-Simulationstests: Die Materialoberfläche ist nach 170.000 Zyklen im Lebensdauertest glatt und es bilden sich nicht so leicht Risse auf der durch Lichtbogenkorrodierung beschädigten Oberfläche. Daher ist es besser, die Lebensdauer und Stabilität des Materials zu verbessern. Dies ist hauptsächlich auf die Zugabe von Additiven zurückzuführen, um die Benetzbarkeit der Oxid- und Silbermatrix zu verbessern, wodurch die Rissbildung nicht so leicht wird und die Sekundärfunkenbildung verringert wird.
4) Die Daten der Schweißkraft bei 2000 A Hochstrom zeigen, dass das verbesserte AgSnO₂-Material in diesem Projekt eine geringe Schweißkraft aufweist und seine Schweißfestigkeit viel geringer ist als die des ursprünglichen Silberzinnoxid-Materials und des AgCuO10-Materials mit guter Schweißfestigkeit. In diesem Artikel wird das AgSnO₂-Material vorgestellt. Die Vergröberung der Oxidpartikel verbessert die Schweißfestigkeit des Materials. Das Material enthält spröde Bestandteile, um die Trennfähigkeit der Kontakte zu verbessern. Vergleicht man die Schweißkraft von AgCuO10 mit der von AgCuO10 bei 2000 A Stromstärke, kann das in diesem Artikel vorgestellte verbesserte AgSnO₂-Material die Anforderungen von Elektrofahrzeugen an die Hochstromunterbrechung von 1000–2000 A erfüllen.
IV. SCHLUSSFOLGERUNG
Der Silbergehalt beträgt 88 %. Die Verstärkungsphase besteht hauptsächlich aus Zinnoxid und Indiumoxid. Eine kleine Menge Additive wird hinzugefügt, um die Benetzbarkeit und Beständigkeit zu verbessern. Ag-, Sn- und In-Additive werden zunächst zu Silberlegierungsmaterialien legiert und dann durch Legierungen und Gradientenoxidation oxidiert, um grobe Oxidpartikel zu erhalten. Anschließend werden durch Stauchen und Extrusionsverformung Drahtmaterialien erhalten und Nietkontakte mit den erforderlichen Spezifikationen hergestellt. Die in diesem Dokument vorgestellten hergestellten Materialien haben eine gute elektrische Leitfähigkeit, geringe Härte, grobe Oxidpartikel, eine hohe Dichte und eine gleichmäßig verteilte Struktur.
Gemäß den Testdaten von DV 40 V, 20 A und 2000 A hat das Material eine bessere Schweißbeständigkeit als AgCuO10. Das Material hat eine geringe Festigkeit und Härte sowie eine gute Benetzbarkeit. Es kann die Anforderungen von Leistungsschaltern für Elektrofahrzeuge erfüllen, insbesondere die Schweißbeständigkeit verbessern und die Anforderungen einer Hochstrombeanspruchung von 1000 A–2000 A erfüllen.
Das in diesem Dokument vorgestellte AgSnO₂-Material wird in großen Mengen auf dem Markt verwendet. Das im Client verwendete Material erfüllt die elektrischen Leistungsanforderungen des Leistungsschalters für Elektrofahrzeuge von kleinen bis zu hohen Strömen. Die Lichtbogenzeit dieses AgSnO₂-Materials ist besser als die von AgSnO₂- und AgCuO-Materialien, aber nicht so gut wie die von AgZnO-Materialien, wie aus Daten von HD-Kameras hervorgeht. Daher kann das Material auch hinsichtlich der Reduzierung der Lichtbogenzeit besser optimiert werden.
Die Bedeutung der Arbeit sowie vorgeschlagene Anwendungen und Erweiterungen.