Bei Hochstrom-Leistungsschaltern (MCCBs) stellt das Ablösen beweglicher Kontakte während elektrischer Lebensdauerprüfungen oder Hochstrom-Schalttests eine anhaltende Herausforderung dar. In manchen Fällen besteht eine Kontaktbaugruppe zwar Routineprüfungen wie Schweißnahtprüfung, Scherfestigkeitsprüfung und metallografische Untersuchung, versagt aber dennoch unter realen Betriebsbedingungen. Diese Diskrepanz zwischen statischer Qualifizierung und tatsächlicher Betriebssicherheit erschwert Herstellern die Lösung des Problems.
Eine Studie an einer beweglichen
Kontaktbaugruppe eines 800-A-Leistungsschalters liefert hierzu wichtige Anhaltspunkte. Durch die Neugestaltung sowohl der Fügetechnik als auch der Kontaktstruktur konnte das Problem des Ablösens erfolgreich behoben und die erforderliche elektrische Lebensdauer erreicht werden. Für Hersteller von Hochstrom-Schaltgeräten bietet dies ein praktisches Beispiel dafür, wie Prozessinnovationen die langfristige Zuverlässigkeit von Verbindungen verbessern können.
Warum kommt es zu Kontaktabbrüchen?
Das Kontaktsystem wird oft als das „Herzstück" eines Niederspannungsschaltgeräts bezeichnet. Sobald sich bei einem Leistungsschalter (MCCB) der bewegliche Kontakt von seiner Halterung löst, kann der Schalter nicht mehr ordnungsgemäß funktionieren, und die Lebensdauer des Produkts ist praktisch beendet.
Kontaktabteilung
Üblicherweise werden bewegliche und stationäre Kontaktbaugruppen durch Induktions- oder Widerstandslöten mit silberbasiertem Lötmetall verbunden. Bei Standardprüfungen erscheinen diese Verbindungen möglicherweise akzeptabel. Die realen Betriebsbedingungen in einem Hochstrom-Leistungsschalter (MCCB) sind jedoch deutlich anspruchsvoller, als statische Prüfungen allein abbilden können.
Im Betrieb kann die Kontaktfläche Temperaturen von 600 °C bis 800 °C erreichen, während die Liquidustemperatur gängiger silberbasierter Lötmetalle typischerweise zwischen 680 °C und 720 °C liegt. Das bedeutet, dass die Betriebstemperatur sich dem Schmelzbereich des Lötmetalls annähern und diesen in manchen Fällen sogar erreichen kann. Durch wiederholtes Schalten und Hochstromunterbrechungen ist die Verbindung sowohl hohen Temperaturen als auch Lichtbogeneinwirkungen ausgesetzt. Mit der Zeit kann das Lötmetall allmählich aus der Schweißzone abfließen, wodurch die Unterstützung an der Grenzfläche abnimmt und das Risiko einer Kontaktablösung unter mechanischer Belastung steigt.
Dies erklärt, warum eine Verbindung, die bei Standardprüfungen als geeignet erscheint, bei elektrischen Lebensdauertests dennoch versagen kann.
Warum die statische Qualifizierung nicht ausreichte
In der Studie wurde die ursprüngliche bewegliche Kontaktbaugruppe mittels Widerstandslöten hergestellt. Eine erste Prüfung ergab ein gutes Erscheinungsbild, ausreichende Scherfestigkeit und eine allgemein akzeptable metallografische Verbindung.
Eine genauere Analyse zeigte jedoch lokale Überhitzung und ungleichmäßige Wärmeverteilung. Das Lötmetall war zu einer Seite der Kontaktfläche gewandert, was darauf hindeutet, dass der ursprüngliche Fügemechanismus nicht optimal an die thermischen Bedingungen eines Leistungsschalters mit hohem Strom angepasst war. Das Hauptproblem war nicht allein die unzureichende anfängliche Schweißnahtfestigkeit. Es zeigte sich, dass eine vom Lötmetall abhängige Verbindung auch unter realen Betriebstemperaturen und lichtbogenbedingten Spannungen anfällig bleibt.
Eine besser geeignete Verbindungsmethode
Um das Problem an der Wurzel zu packen, ersetzte die Studie das Hartlöten durch wärmeisoliertes Widerstandspunktschweißen.
Dieser Ansatz war realisierbar, da das bewegliche Kontaktmaterial aus Silber (AgW) mit einer Silberschicht auf der Schweißoberfläche bestand, während der Träger aus Kupfer gefertigt war. Silber schmilzt bei etwa 960 °C, Kupfer bei etwa 1083 °C. Unter geeigneten Schweißbedingungen bilden die beiden Materialien eine stabile Ag-Cu-Legierungsphase, wodurch eine direkte metallurgische Verbindung zwischen der silberhaltigen Kontaktoberfläche und dem Kupferträger hergestellt werden kann.
Anstatt zur Aufrechterhaltung der Verbindung auf niedrigschmelzendes Zusatzmetall zurückzugreifen, erzeugt das verbesserte Verfahren die Verbindung direkt an der Grenzfläche. Bei Hochstrom-Leistungsschaltern (MCCBs) trägt dies dazu bei, den bei herkömmlichen Hartlötverbindungen auftretenden Verlust von Zusatzwerkstoff zu vermeiden.
Optimierung der Struktur und des Schweißprozesses
Die Prozessänderung allein war nicht die einzige Verbesserung. Auch die Kontaktstruktur wurde neu gestaltet.
Die ursprüngliche Kontaktfläche wies ein feines, in der Industrie übliches Sägezahnmuster auf. In der verbesserten Ausführung wurde die Schweißfläche mit drei halbkreisförmigen Erhebungen versehen. Dies erhöhte den lokalen Kontaktwiderstand in der Schweißzone und ermöglichte ein tieferes Einbetten des Kontakts in den Kupferträger während des Schweißvorgangs, was die mechanische Stabilität verbesserte.
Die Schweißvorrichtung wurde zudem optimiert, um die elektrischen und thermischen Eigenschaften von Silber und Kupfer besser aufeinander abzustimmen. Die obere Elektrode drückte auf den Kontakt, während zwei untere Elektroden die Seiten des Kupferträgers fixierten. Durch die Anpassung der Position der unteren Elektrode konnte der Strompfad präziser gesteuert werden, was zu einer gleichmäßigeren Wärmeverteilung während des Schweißvorgangs führte.
Zusammengenommen verbesserten diese Designänderungen sowohl die Grenzflächenbildung als auch die Beständigkeit gegen Ablösung bei wiederholten Betriebszyklen.
Durch Tests validiert
Die verbesserten Proben zeigten deutliche Vorteile gegenüber der ursprünglichen Lötverbindung.
Nach dem Schweißen wiesen Kontakt- und Trägerfläche eine enge Verbindung mit gutem Grenzflächenkontakt über weite Bereiche auf. Der Materialüberschuss war beidseitig gleichmäßiger, was auf eine verbesserte Wärmekontrolle während des Prozesses hindeutet. Die Scherkraftwerte überstiegen 6200 N und lagen damit über den Werten der Originalproben und deutlich über dem geforderten Standard.
Metallografische Analysen bestätigten die gute Verbindung, und Schälversuche zeigten einen deutlichen Materialübergang: Kupferrückstände auf der Kontaktseite und Silberrückstände auf der Trägerseite. Dies deutete auf die Ausbildung einer echten metallurgischen Verbindung hin. Weiterführende Analysen ergaben, dass die Schweißzone hauptsächlich aus Silber und Kupfer bestand, was mit einer Silber-Kupfer-Legierung übereinstimmt.
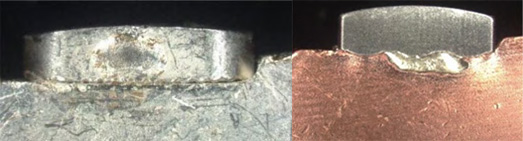
Ursprüngliches Schweißnahtbild → Verbessertes Schweißnahtbild
Am wichtigsten ist jedoch die Validierung des verbesserten Designs durch elektrische Lebensdauertests. Die bewegliche Kontaktbaugruppe erreichte die geforderte Lebensdauer des Leistungsschalters, die Schweißverbindung blieb intakt, und es traten während der Tests keine Kontaktablösungen auf.
Was dies für die Herstellung von Hochstrom-MCCBs bedeutet
Dieser Fall verdeutlicht eine wichtige Lektion für die Niederspannungsindustrie: Das Bestehen statischer Schweißnahtprüfungen garantiert nicht immer die tatsächliche Betriebssicherheit.
Nähert sich die Betriebstemperatur dem Schmelzbereich herkömmlicher Lötzusätze, können selbst qualifizierte Verbindungen unter realer thermischer und elektrischer Belastung anfällig werden. Bei Hochstrom-Leistungsschaltern (MCCBs) erfordert die Verbesserung der Zuverlässigkeit möglicherweise nicht nur die Optimierung bestehender Prozesse, sondern auch die Überarbeitung des Fügemechanismus selbst.
Durch den Ersatz des Widerstandslötens durch lötzusatzstofffreies Widerstandspunktschweißen und die Optimierung der Kontaktstruktur sowie des Strompfaddesigns demonstrierte die Studie einen praktischen Weg zur Verbesserung der Zuverlässigkeit beweglicher Kontakte in einer Hochstrom-Leistungsschalterbaugruppe. Wir
bei
Fudar Alloy sind überzeugt, dass zuverlässige Kontaktsysteme auf fortschrittlichen Materialien und Prozessinnovationen basieren. In anspruchsvollen Leistungsschalteranwendungen ist diese Kombination unerlässlich für längere Lebensdauer, höhere Stabilität und zuverlässigere Leistung.
Besuchen Sie unsere Website, um mehr über die Kontaktmaterialien von Fudar Alloy zu erfahren, oder kontaktieren Sie unser Team, um Ihr Projekt zu besprechen.