Heutzutage stoßen die Produkte der vierten Generation mit ihren kompakten, modularen, intelligenten und kommunikationsfähigen Merkmalen auf großes Interesse in der Industrie und bergen schnelle Wachstumschancen.
Als Kernbestandteil von elektrischen Schaltern und Instrumenten spielen
Kontaktmaterialien eine wichtige Rolle beim Herstellen und Unterbrechen von Stromkreisen und beim Laden von Strom und wirken sich somit direkt auf die Leistung elektrischer Geräte aus. Die Weiterentwicklung von Niederspannungs-Elektronikprodukten und -Produkten erfordert daher eine kontinuierliche und schnelle Verbesserung des Kontaktmaterials.
AgWC wird in Leistungsschaltern der vierten Generation aufgrund seiner viel besseren elektrischen Leistungsfähigkeit im Vergleich zu
AgW-Material, das in Produkten der dritten Generation verwendet wird, häufig als Hauptmaterial für bewegliche Kontakte verwendet. Es ist auch das Material für bewegliche Kontakte mit dem größten Potenzial für zukünftige Verbesserungen.
Der optimale Weg wäre also die Verbesserung der Erosionsbeständigkeit von AgWC-Material durch Verbesserung des Herstellungsprozesses. In dieser Arbeit stellen wir zwei neue Arten von AgWC-Material vor, die durch modifizierte Herstellungsverfahren produziert wurden, und es wird gezeigt, dass ihre Erosionsbeständigkeit stark von den Unterschieden in der Mikrostruktur bestimmt wird.
1. Experiment
- Herstellung der AgWC40-Probe:
Zunächst wurde das AgWC-Skelettpulver durch Mischen von Ag- und WC-Pulver hergestellt. Das Pulver wurde dann granuliert und zu einem AgWC-Skelett verdichtet. Danach wurde der Infiltrationsprozess an den vorgesinterten Skeletten mit der Silberplatte obenauf durchgeführt. Die Produkte wurden vor dem Testen erneut gepresst, gewaschen und poliert.
In dieser Arbeit liegt der Hauptunterschied zwischen den Herstellungsverfahren der beiden Proben im Pulvermischvorgang:
Das chemische Mischen: WC-Pulver wurde unter heftigem Rühren in einer AgNO3-Lösung aufgelöst. Dann wurde Ag nach Zugabe eines Reduktionsmittels schrittweise auf den WC-Partikeln abgeschieden, um AgWC-Skelettpulver zu bilden.
Das physikalische Mischen: Wen und Ag-Pulver wurden etwa 6 Stunden lang in einem Mischer gemischt, um das AgWC-Skelettpulver zu bilden.
- Charakterisierung und elektrischer Leistungstest der Probe:
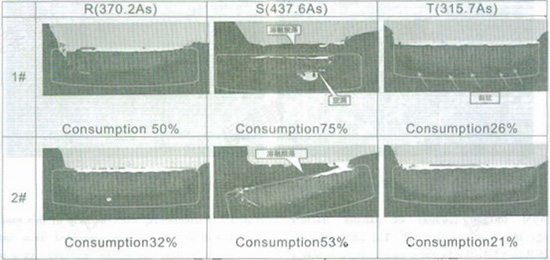
Die metallografischen Bilder wurden mit einem Nikon ECLIPSE L150 Mikroskop aufgenommen. Die projizierten Bilder wurden mit einem Yixin EV2515 Projektor aufgenommen. Zur Überprüfung der Bruchmorphologie wurde ein JEOL JSM-6390A Rasterelektronenmikroskop verwendet, zur Messung der Bruchfestigkeit kam ein SANS-CMT Universalprüfgerät zum Einsatz. Die elektrischen Leistungstests wurden unter den Prüfbedingungen 440 V/18 kA mit der Prüfroutine OtOtO durchgeführt. Die Energie der Phasen R, S und T beträgt 370,2 As, 437,6 As bzw. 315,7 As.
2. Ergebnisse und Diskussion
Wir kennzeichnen in diesem Dokument die chemische Mischprobe als Probe 1 und die physikalische Mischprobe als Probe 2.
- Metallografische Strukturen:
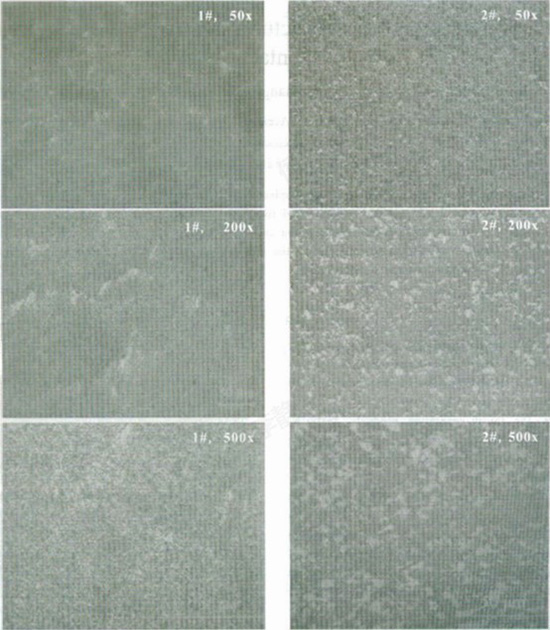
Die beiden oben genannten Mischprozesse führen zu unterschiedlichen Mikrostrukturen, wie in Abbildung 1 dargestellt.
Abbildung 1 Metallografische Bilder der beiden Proben in unterschiedlichen Größen
Auf den 50-fach vergrößerten Bildern ist zu erkennen, dass Probe 1 eine nicht homogene metallografische Struktur aufweist, in der die globale Mikrostruktur durch die „Grenze" der Silberagglomeration in mehrere Bereiche unterteilt ist, während Probe 2 eine gleichmäßige metallografische Struktur ohne unterteilte Bereiche zeigt.
Bei einer Vergrößerung des Mikroskops auf 200-fach und 500-fach wird die metallografische Struktur im Mikrobereich von Probe 1 jedoch homogen, ohne nennenswerte Ag- oder WC-Aggregation. Im Gegensatz dazu sind im Metallografiebild von Probe 2 Aggregate von Ag und WC in unterschiedlichen Formen und größer als 10 μm zu beobachten.
Wir führen den obigen Unterschied auf die verschiedenen Pulvermischprozesse zurück:
Einerseits wird Ag auf jedem WC-Partikel abgeschieden, um im chemischen Mischprozess eine Silberschicht zu bilden, was zu einer homogenen Verteilung des WC auf dem Ag-Hintergrund in der Mikrobereichsstruktur ohne erkennbare Aggregation führt. Bei diesem Prozess entsteht jedoch eine enge Verbindung zwischen Ag- und WC-Partikeln, und die Wolframverteilung im Ag-Hintergrund wird zu gleichmäßig. Ag wird um WC gebunden, was zu einer drastischen Abnahme der Fließfähigkeit führt. In nachfolgenden Prozessen wie Pelletierung und Vorsinterung kommt es zu Schrumpfung, da Ag aufgrund seiner mangelnden Fließfähigkeit nicht als Puffer fungieren kann. Das Skelett erfährt aufgrund der thermischen Fehlanpassung und der ungleichmäßigen Spannungsverteilung eine inhomogene Schrumpfung und bildet eine Mikrostruktur mit unterschiedlichen Bereichen. Zudem sind die Porenkanäle im Skelett zu eng für den Ag-Fluss, was die Neuanordnung der WC-Partikel während des Infiltrationsprozesses einschränkt und diese Bereiche in der endgültigen Struktur der Probe verbleiben lässt.
Andererseits führt das physikalische Mischen zu einem deutlich weniger homogenen AgWC-Skelettpulver als das chemische Mischen, und aufgrund der hohen Oberflächenenergie neigen WC-Partikel während des Mischprozesses zur Aggregation. Infolgedessen treten WC-Aggregate zusammen mit Ag-Aggregaten in der Mikrodomänenstruktur von Probe 2 auf, was zu einer deutlich besseren Fließfähigkeit von Ag führt. Das frei fließende Ag wird zum Puffer, wenn das Skelett während des Pelletisierungs- und Vorsinterprozesses auf thermische Fehlanpassungen und ungleichmäßige Spannungsverteilung trifft. Insbesondere beim Infiltrieren kommt es aufgrund der geräumigen und glatten Porenkanäle zu einer signifikanten Neuanordnung der Partikel, was zu einer homogenen Verteilung der WC-Aggregate in der gesamten Struktur führt.
- Elektrische Eigenschaften:
Die elektrischen Eigenschaften der beiden AgWC40-Proben wurden ausgewertet. Die Verbrauchsdaten jedes Kontakts nach dem elektrischen Test sind in Tabelle 1 dargestellt. Es ist ersichtlich, dass der Verbrauch von Probe 2 in jeder Phase geringer ist als der von Probe 1, was darauf hindeutet, dass Probe 2 eine bessere Erosionsbeständigkeit besitzt.
Tabelle 1 Restgehalt zweier Proben nach elektrischer Prüfung (440 V/18 kA, OtOtO)
Wir vermuten, dass dieser Unterschied in der Erosionsbeständigkeit auf die unterschiedlichen Mikrostrukturen zurückzuführen ist.
Wie oben erläutert, sind die Porenkanäle im Skelett beim chemischen Mischen zu eng für den Ag-Fluss während der Infiltration. Außerdem benetzt Ag WC nicht so gut. Infolgedessen kann Ag nicht gründlich in die Mikrostruktur eindringen und kann daher kein zusammenhängendes Netzwerk bilden, sodass eine lockere Mikrostruktur entsteht. Diese Art von Mikrostruktur kann durch den energiereichen Lichtbogen leicht beschädigt werden und weist eine schlechte Erosionsbeständigkeit auf.
Physikalisches Mischen verbessert jedoch die Fließfähigkeit von Ag: Beim physikalischen Mischen entstehen in der Struktur weit verbreitete Ag-Aggregate, die auf das Vorhandensein verbundener, geräumiger Porenkanäle hinweisen. Infolgedessen kann Ag frei durch das Skelett fließen und die darunter liegende Ag-Platte kann nach dem Schmelzen durch die weit verbreiteten Porenkanäle leicht in das Skelett eindringen. Mit der homogen verteilten Ag- und WC-Aggregation entspricht jede Mikrodomäne einem Mikroinfiltrationssystem: Die Ag-Aggregation versorgt die WC-Aggregation mit Ag zur Infiltration, während sie von der darunterliegenden Ag-Platte durch den Porenkanal versorgt wird. Dadurch infiltriert Ag gründlich durch das gesamte Skelett und bildet ein zusammenhängendes Netzwerk, wodurch die innere Bindung und damit die Erosionsbeständigkeit des Materials verbessert werden.
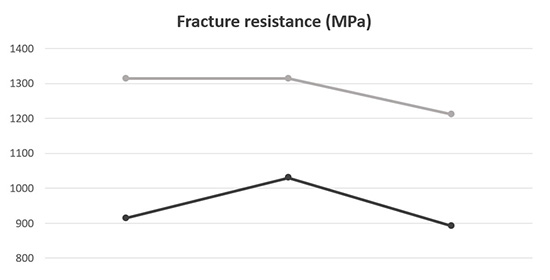
Abbildung 2 Bruchfestigkeit der beiden Proben
Zur Veranschaulichung der obigen Analyse wurden Bruchfestigkeit und Bruchmorphologie der Proben untersucht.
Die Bruchfestigkeit von Probe 2 ist deutlich höher als die von Probe 1 (siehe Abbildung 2). Es ist allgemein anerkannt, dass die Bruchfestigkeit den inneren Bindungszustand eines Materials widerspiegelt. Daher sollte die innere Bindung in Probe 2 besser sein als in Probe .
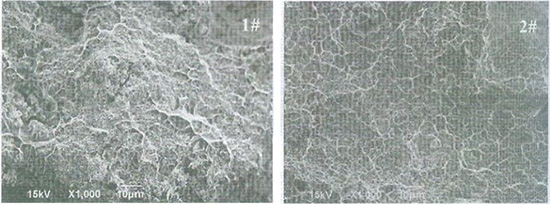
Abbildung 3 SEM-Bilder der Probenbrüche
Die REM-Bilder (1000-fach) der Bruchmorphologie der Probe sind in Abbildung 3 dargestellt. Das winzige kugelförmige Partikel ist WC, während die helle netzwerkförmige Struktur Ag ist. In Probe 1 ist das Ag-Netzwerk fragmentarisch und unterbrochen, und WC-Partikel sind auf der Bruchoberfläche freigelegt, was darauf schließen lässt, dass Ag die Struktur nicht vollständig durchdringen konnte. In Probe 2 ist jedoch ein zusammenhängendes Ag-Netzwerk deutlich zu erkennen, außerdem sind WC-Partikel aufgrund der Ag-Bedeckung verschwunden, was darauf hindeutet, dass Ag die Struktur fast vollständig durchdrungen hat.
3. Fazit
Zwei Arten von AgWC40-Material wurden in unterschiedlichen Verfahren hergestellt. Ein Material zeigte im elektrischen Test eine bessere Erosionsbeständigkeit als das andere. Analysen deuten darauf hin, dass der physikalische Pulvermischprozess zu einer homogeneren Mikrostruktur des Materials führt. Darüber hinaus wird durch dieses Verfahren die Fließfähigkeit von Ag deutlich verbessert, sodass es die gesamte Struktur durchdringt. Dadurch bildet sich ein zusammenhängendes Ag-Netzwerk, das die innere Bindung und damit die Erosionsbeständigkeit des Materials erhöht.